产品概述
ALPHA SACX Plus 0307 是一种低银无铅合金,专为波峰焊、引脚搪锡和返修工艺设计,可替代 SnPb、SAC305 以及其他低银锡银铜 (SAC) 合金,包括最初的 SACX 0307。
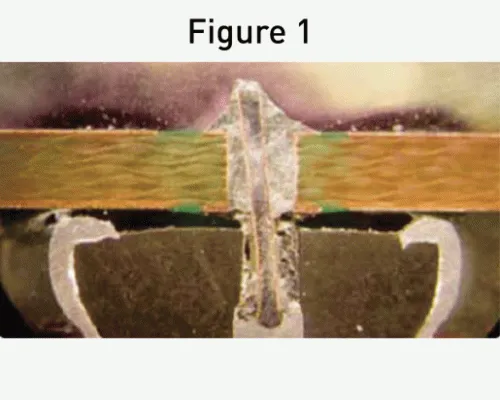
ALPHA SACX Plus 0307 经过特别设计,旨在提高较长的高温暴露时间(例如返修和引脚搪锡过程中)下的抗铜溶蚀性能。

产品特性
波峰焊、选择性焊接和无铅应用
ALPHA SACX Plus 0307 适用于那些希望实施无铅工艺的电子组装厂的波峰焊接和选择性焊接。它几乎适用于所有类型的电路板(单面和双面),尤其是在经过先前的一次回流焊后、并且表面处理为有机保焊膜 (OSP) 的组件上,或是其他低银/无银合金无法适用的组件上,具有特别优异的表现。