Product Overview
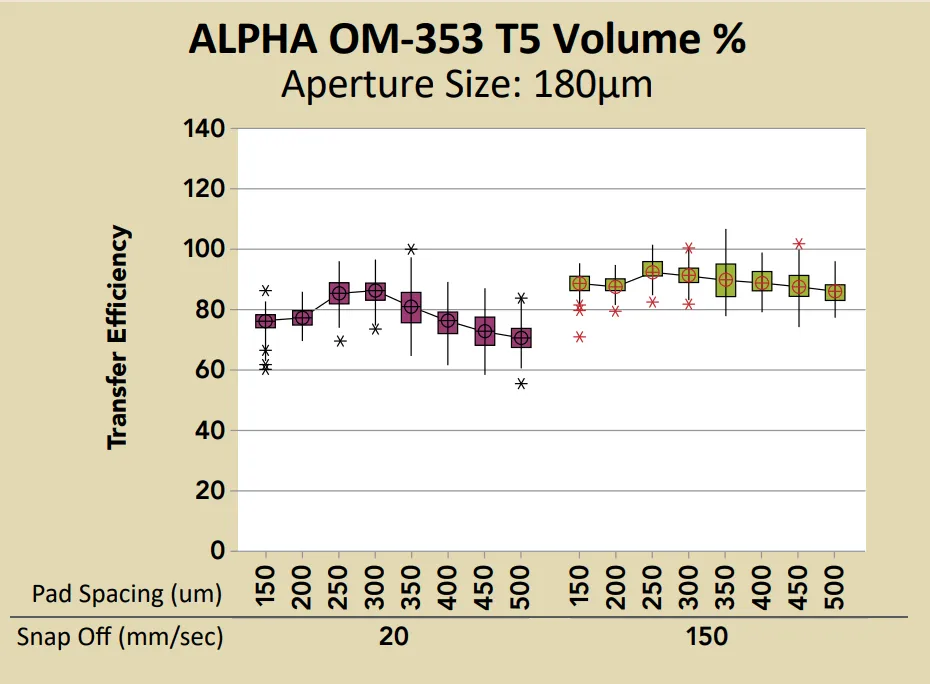
ALPHA® OM-353 no-clean lead-free solder paste is designed to meet the growing demand for ultra-fine feature applications and consistent print volume repeatability. It has been tested to give excellent printing performance down to 180µm pad size. ALPHA OM-353 residue is designed to remain on the solder joint to enhance electrochemical reliability and prevent solder wicking on component leads of both leaded and passive components.
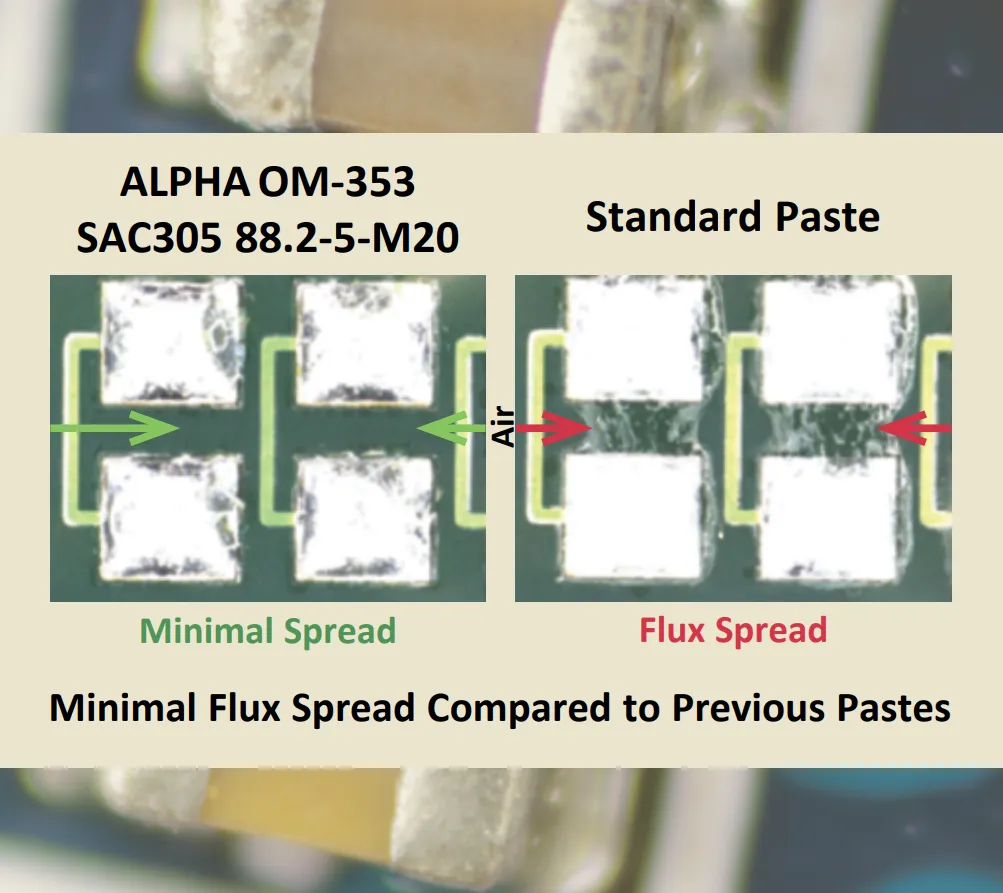
The paste is air reflow capable and is available in Type 4 and Type 5 powder sizes, as well as a broad range of alloy types including low silver alloys and the high reliability Innolot alloy. With its minimal flux spread characteristics, excellent head-in-pillow (HoP) resistance, and ultra-low voiding performance, ALPHA OM-353 maximizes first-pass yields and ensures outstanding long-term assembly reliability.

Product Features
Performance & Testing Data
View Detailed Product Parameters
Product Information
Application Guidelines
Designed for standard and fine-pitch stencil printing at speeds between 25 mm/sec and 150 mm/sec. Recommended stencil thickness is 0.100 - 0.150 mm (4 - 6 mil), especially when used with ALPHA stencils. Squeegee pressure should be 0.21 - 0.36 kg/cm (1.25 - 2.0 lb/inch) depending on speed. Higher speeds require higher pressure. The reflow window ensures high yields and minimal rework.
Technical Specifications
| Category | Results | Procedure/Notes |
|---|---|---|
| Chemical Properties | ||
| Flux Classification | ROL0 | IPC J-STD-004B |
| Halide Content | Halide-Free ( I.C.), < 0.05% | IPC J-STD-004B |
| Fluoride Spot Test | Pass, No Fluoride present | JIS Z 3197:1999 8.1.4.2.4 |
| Halogen Content | Pass, Zero-Halogen - No intentionally added halogens | EN14582, Oxygen bomb combustion < 50 ppm |
| Silver Chromate Test | Pass, No Halide present | IPC J-STD-004B JIS Z 3197:1999 8.1.4.2.3 |
| Copper Mirror Test | Pass, Low Activity, No Breakthrough | IPC J-STD-004B JIS Z 3197:1999 8.4.2 |
| Copper Corrosion Test | Pass, Low Activity, No Corrosion | IPC J-STD-004B JIS Z 3197:1999 8.4.1 |
| Electrical Properties | ||
| Water Extract Resistivity | 11,500 ohm-cm | JIS Z 3197:1999 8.1.1 |
| SIR (7 days, 40 °C/90% RH, 12V Bias) | Pass, ≥10⁸ Ohms, 7 days, Spacing as small as 100 µm | IPC J-STD-004B, IPC TM-650 2.6.3.7 (Pass: ≥ 1 x 10⁸ ohm) |
| SIR (7 days, 85 °C/85%RH) | Pass, ≥10⁸ Ohms, 7 days, Spacing as small as 100 µm | IPC J-STD-004A, IPC TM-650 2.6.3.3 (Pass: ≥ 1 x 10⁸ ohm) |
| JIS Electromigration (1000 hrs, 85 °C/85%RH, 48V) | Pass | JIS Z 3197:1999 8.5.4 (Pass: ≥ 1 x 10⁹ ohm) |
| Bono Test (85 °C/85% RH, 50V Bias) | Pass | Bono Test |
| Physical Properties | ||
| Color | Residue Colorless, Transparent | |
| Tack Force Life | Pass Maintain >100 gf within 24 hrs (25 ± 2 °C, 50 ± 10% RH) |
JIS Z 3284:1994, Annex 9 |
| Pass Change <10% when stored at 25 ± 2 °C, 50 ± 10% RH |
IPC J-STD-005, IPC TM-650 2.4.44 | |
| Viscosity Stability (25 °C, 14 days) | Pass | Malcom Spiral Viscometer |
| Coalescence - Ultra Fine Features | 160 µm (SAC305, Type 5) | Internal Test Method |
| Head-in-Pillow (HoP) Resistance | Excellent | Alpha Test Method |
| Voiding Performance | Meets Class 3 Requirements | IPC-7095 |
| Solder Ball | Excellent | IPC J-STD-005, IPC TM-650 2.4.43 |
| Spread | >80% | JIS Z 3197:1999 |
| Wetting Time | Pass, 1.6 sec | Rhesca Test, Test Time T0 |
| Stencil Life | ~80 hours | @ 50% RH/25 °C (77 °F) |
| Cold Slump (25 °C / 50% RH) | Pass, No Bridge at 0.20 mm gap or above | IPC J-STD-005A |
| Pass, No Bridge at 0.20 mm gap or above | JIS Z 3284:1994 Annex 7 | |
| Hot Slump (150 °C / 10 min) | Pass, No Bridge at 0.25 mm gap or above | IPC J-STD-005A |
| Pass, No Bridge at 0.40 mm gap or above | JIS Z 3284:1994 Annex 8 | |
| Dryness Test (Talc) | Pass | JIS Z 3197:1999 8.5.1 |
Halogen Status
| Standard | Requirement | Method | Status |
|---|---|---|---|
| JEITA ET-7304 Definition of Halogen-Free Materials |
Br, Cl, F content below 1000 ppm in soldering materials (solid) | TM EN 14582 | Pass |
| IEC 612249-2-21 | Br or Cl below 900 ppm or total below 1500 ppm in residue | Pass | |
| JEDEC Low Halogen Electronics Definition |
Br or Cl below 1000 ppm in residue | Pass | |
| Zero Halogen: - No Halogenated compounds are intentionally added to the product. | |||
Process Guidelines
| Storage - Handling | Printing | Reflow (See Figure 1) | Cleaning |
|---|---|---|---|
|
1. Refrigerate at 0 – 10 °C (32 – 50 °F) to ensure stability. Shelf life is 6 months under these conditions. Refrigeration is recommended for best performance. 2. Solder paste can be stored for up to 2 weeks at temperatures not exceeding 25 °C (77 °F) before use. 3. After refrigeration, allow container to thaw to room temperature for up to 4 hours. Paste temperature should be > 19 °C (66 °F) before use. Verify with a thermometer. Printing can be done at up to 35 °C (95 °F) and 35 – 65% RH. 4. Manually stir before use. Rotary/centrifugal stirring is not required. If used, 300 RPM for 30 – 60 seconds is sufficient. 5. Do not mix used paste from the stencil with fresh paste in the container. This will change the rheological properties. |
Stencil: Recommended ALPHA CUT, NICKEL-CUT, TETRABOND™ or FORM stencils. Thickness 0.100 – 0.150 mm (4 – 6 mil). Pitch 0.4 – 0.5 mm (0.016” or 0.020”). Stencil design is influenced by process variables. Squeegee: Metal (recommended) Pressure: 0.21 – 0.36 kg/cm (1.25 – 2.0 lb/inch) in blade direction. Speed: 25 – 150 mm/s (1 – 6 inch/s) Paste Roll Diameter: 1.5 – 2.0 cm. Add paste when diameter reaches 1 cm (0.4”). Max size varies by blade type. Stencil Release Speed: 5 – 20 mm/s (0.20 – 0.79 inch/s). Lift Height: 8 – 14 mm (0.31 – 0.55”) |
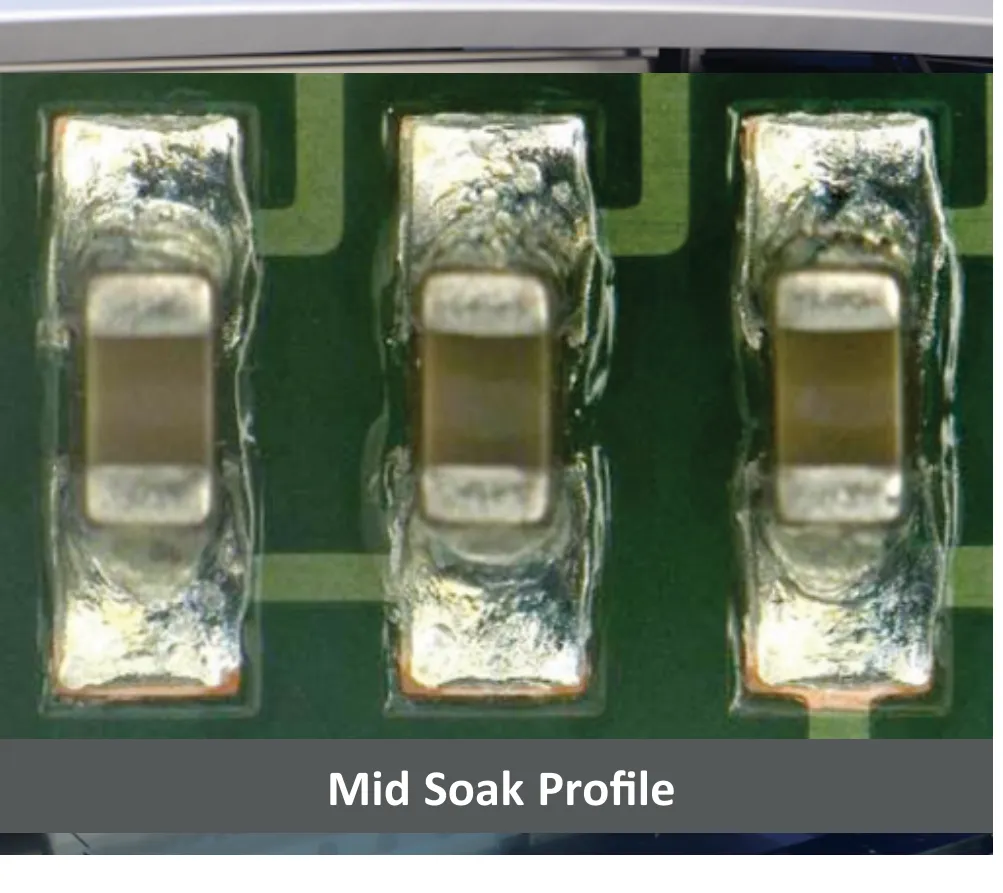
Environment: Recommended clean dry air or nitrogen. Profile: Soak: 155 to 175 °C for 60 to 100 seconds yields best results. See Figure 1. High soak profiles (170-180 °C for 60-120s) also yield good results, especially in nitrogen. Typical peak temp 235 to 245 °C. Note 2: Maintaining peak temperature below 241 °C reduces BGA and QFN voiding. Note 3: Refer to supplier data for thermodynamic properties at elevated temperatures. If peak temp is reduced, TAL should be extended for optimal results. |
ALPHA OM-353 residues can remain on board after reflow. If cleaning is required, Vigon A201 (inline), A 250 (batch) or US (ultrasonic) is recommended. Vigon is a registered trademark of Zestron. For misprints or stencil cleaning, use ALPHA SM-110E or ALPHA SM-440. |
These are basic recommendations, and all process settings should be reviewed individually.
Recommended Reflow Profiles
Figure 1: ALPHA OM-353 SAC305/SACX Plus 0307
Typical Reflow Profile
(High Soak)
Figure 2: ALPHA OM-353 SAC305/SACX Plus 0307
Typical Reflow Profile
(Low Soak - Preferred)
Note 4: Laboratory test results show that the reflow and coalescence performance of these profiles are satisfactory. Users will still need to optimize each individual PCB application for best results. (Note: These diagrams are not strictly drawn to scale and are for illustrative purposes only.)
Technical Data Sheet Preview

Page 1

Page 2

Page 3

Page 4

Page 5

Page 6

Page 7
Safety & Warnings
It is recommended that companies/operators read and review the Safety Data Sheets (SDS) before use for relevant health and safety warnings.